Zellen werden häufig für Laptop-Akkus , digitale Haushaltsgeräte (wie Staubsauger), Solarenergiespeichersysteme (wie städtische Straßenlaternen und andere Außenbeleuchtungslampen), LED-Beleuchtung, Elektrowerkzeuge (wie Mäher) und langsame Elektrofahrzeuge (wie zwei) verwendet /dreirädrige Elektrofahrzeuge) usw.
Daher werden wir hier den zweiten Teil der Einführung in den Produktionsprozess von Lithium-Ionen-Zellen und die Anzeige der Maschinenausrüstung fortsetzen.
7. Wickeln: Normalerweise ist der Minuspol beim Wickeln lang und der Pluspol kurz. (Auf Wickelgeschwindigkeit und Membranspannung achten.)
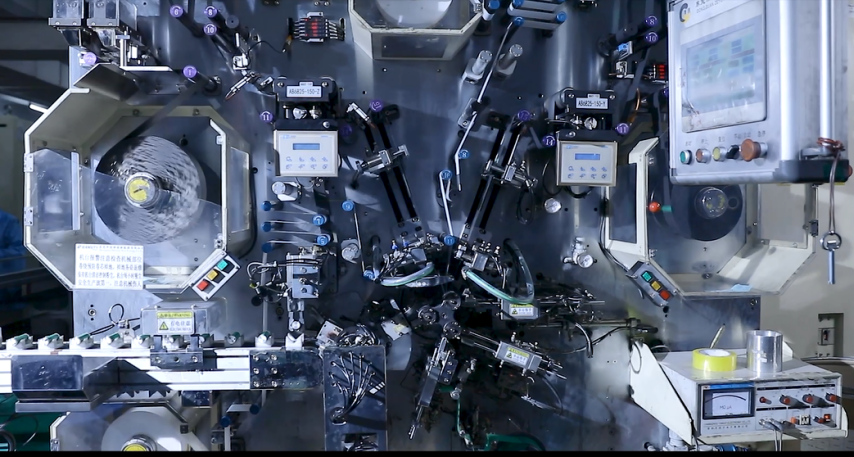
8. In die Hülle: Wenn die Spule in die Stahlhülle eingesetzt wird, achten Sie auf die Richtung der positiven und negativen Elektrode und platzieren Sie eine Dichtung zwischen dem negativen Polohr und der Spule der Zelle. (Die Dichtung sollte nicht fehlen oder ektopisch.)

9. Nutwalzen: Vor dem Walzen der Nut eine Dichtung auf den Pluspol legen; Achten Sie auf die Höhe über der Nut und die Gesamthöhe.

10. Schweißkappe: Schweißkappe mit Laser an der positiven Elektrode. (Unsere digitalen Zellen haben PTC und ein explosionsgeschütztes Ventil.)

11. Vakuumbacken: Die Temperatur beträgt 85 ℃ und der Vakuumgrad beträgt (0,085 --- 0,1) MPa. Backzeit: 4 Stunden.

Tel : +86 15015366339
Email : sales@idensitydnergy.com
Building M, Pioneer Industrial Park, North Industrial Zone, DaLong Economic Development Area, TongRen City, Kweichow Province, China.